Yangtze River Delta G60 Laser Alliance Introduction
This article introduces the alloy design of low elastic modulus titanium alloys used for additive manufacturing biological implants reported in the top magazine "Acta Materialia".
The performance of many metal biomedical implants, such as spinal cages, is limited by a mismatch in mechanical properties between the metal and the biological bone tissue it promotes. Here, an alloy design approach is used to isolate the biocompatibility of a titanium alloy composition that exhibits a lower elastic modulus than the Ti-6Al-4V grade typically used for this application. In the interest of personalized pharmaceutical alloys, manufacturability with additive manufacturing was also considered, identifying compositions with low cracking susceptibility and non-planar growth tendencies. The optimal alloy composition is selected for selective laser melting and its processability and mechanical properties are tested. Additive manufacturing is used to design heterogeneous microstructures with outstanding combined strength and ductility. Our results confirm that new titanium alloys offer additional manufacturability and strength while reducing stiffness.

Results of Graphical abstract
. Background Introduction
Alloys for biomedical implants require versatile performance characteristics: a trade-off between mechanical properties, biocompatibility and adequate manufacturability with tight tolerances. Most important is mechanical compatibility with human bone, which is crucial for successful integration with the body. Hardness mismatch between metal and bone can lead to stress shielding, which weakens adjacent bone tissue and increases the risk of bone resorption, loosening, and implant rejection, see Figure 1(a). At a cellular level, stiff materials can also affect the differentiation of cells into osteoblasts , the cell type responsible for new bone formation. Figure 1(b) has shown that mechanical strain modulates and increases osteoblast proliferation and their subsequent transformation into osteocytes. Evidence suggests that low modulus materials increase the rate and effectiveness of bone regeneration around metallic implants.
But the elastic modulus of bone and metal are very different. Human cancellous bone ranges from 0.02 to 5 GPa, while the harder and denser variant found in surrounding cortical bone has values from 10 to 40 GPa. These values are significantly lower than those of most biomedical alloys: pure titanium and Ti-6Al-4V (110-130GPa), cobalt-chromium alloys (190-210GPa) and 316L stainless steel (210-250GPa). These may compromise true implant compatibility and osseointegration. Although titanium and its alloys have good corrosion resistance and biocompatibility, there are concerns about the cytotoxicity of the alloying elements V and Al. Experiments have shown that beta-titanium alloys alloyed with so-called important elements (Nb, Ta, Mo, Zr) exhibit lower cytotoxicity and improved cell viability compared with Ti-6Al-4V. Therefore, there has been a technological drive to design biocompatible alloys that do not contain toxic or harmful metals such as V, Al, Co, Ni, and Cr, with mechanical properties closer to human bone.
Figure 1: Graph showing the effect of implant material stiffness on: (a) macroscale bone formation and (b) microscale cell differentiation and bone cell formation.
How to best machine this new alloy? Additive manufacturing (AM) is becoming a key technology for creating medical implants with unique osteoinductive properties and complex geometries that cannot be accomplished with other processing methods. For example, additive manufacturing allows for the creation of custom implants that meet medical standards, allowing for personalized treatment for each patient. Additionally, a porous structure can be created into which bones can grow. However, building complex structures requires alloys that are best suited to the AM process: i.e. less likely to form defects such as cracks and pores, and more likely to build a high-quality network of pillars for the lattice structure. For example, Ti-6Al-4V, the titanium alloy most commonly used in biomedical applications, grows by planar solidification during the addition process. This property creates large, elongated microstructures that result in dispersion of properties, anisotropy, and low ductility. Alloys with high growth limiting factors are more likely to escape this planar solidification behavior, resulting in more optimized microstructures and overcoming these limitations, see Figure 2.
Figure 2: Illustration illustrating the different solidification behaviors between different alloys: (a) narrow solidification window and low growth limiting factor and (b) wide solidification window and high growth limiting factor
The research reported in this article aims to comprehensively address the alloy's Requirements, the alloy is designed to have the properties required for this application: improved biocompatibility, reduced stiffness, good strength and optimal additive manufacturability. First, an alloy design framework based on a merit index approach is used; this clearly identifies the trade-offs arising from the versatility of the problem. This computational framework was then used to isolate the optimal alloy chemistry; compositional optimization is detailed in the supplementary material. Second, a promising new alloy is selected and manufactured in atomized powder form so that it can be processed by powder bed selective laser melting methods. Third, manufacturability is evaluated through single lane, cubic, and tensile members which are used to isolate the optimal processing parameters. Fourth, three specific laser conditions were selected and investigated to explain the observed mechanical differences in the microstructure. Finally, tensile specimens were produced using optimal parameters, revealing the mechanical advantages of the new alloy over conventional Ti-6Al-4V.
2. Experimental methods
In this section, the method used to produce alloy powders is explained, as well as a description of the additive manufacturing process. Then, the experimental methods for measuring the mechanical properties are introduced in detail.
.1. Alloy Production
The designed composition is produced in powder form following the Electrode Induction-Melting Gas Atomization (EIGA) method. Before atomization, the material is pre-alloyed in ingot form, which ensures uniform chemical properties of the powder. After atomization, the powder is sieved into a range suitable for the selective laser melting process, i.e. the powder size distribution is between 10 and 63 μm. Figure 3 shows a micrograph of the produced powder along with the measured particle size distribution. It can be seen that the powder particles are spherical, which will aid in the flowability of the powder. The chemical properties of the alloy in powder form were analyzed by the inductively coupled plasma-optical emission spectroscopy (ICPOES) method.
Figure 3: Micrograph of the titanium powder used in this study and the measured powder size distribution
2.2. Selective laser melting
Selective laser melting was performed in a Renishaw AM 400 machine using a reduced volume chamber.
2.2.1. Obtain optimal parameters through single pass
First, a single pass experimental design is performed to isolate the optimal laser parameters and understand the relationship between energy input and molten pool size. Different laser parameters were used to build 250 different 10×2mm fins. The laser power ranged from 75 to 350W, while the spot pitch and scanning speed were varied to obtain different energy density combinations. The fins were then analyzed to isolate the parameters that provide a stable melt pool and to relate the thickness of the fin to the input energy.
2.2.2. Obtaining optimal parameters through density cubes
Second, the melt stability is not sufficient to obtain optimal parameters. One needs to ensure that when incubated, the melt trajectory produces a solid block free of pores and defects. For this purpose, a cubic density build was performed, with the dimensions of the cube being 4 × 4 × 4 mm. After fabrication, the cubes were mounted and polished, then an optical microscope was used to quantify defects and porosity . The same build was performed in Ti-6Al-4V to compare the processing windows of the two alloys.
2.2.3. Obtaining optimal parameters by stretching the sample
Third, in order to understand the influence of laser parameters on tensile properties, a mesh tensile structure was proposed. The effect of various processing conditions on the mechanical properties (i.e. elastic modulus, yield strength and ductility) was studied using vertical mesh tensile specimens. 40 different laser parameter combinations were used. Different exposure times at 100, 200, 300 and 400W laser power were studied. We used three different scan spacings: 60, 90 and 120 microns, and various exposure times - all samples were built using a 30 micron layer thickness.
. Results and Discussion
In this section, we will introduce and discuss the relationship between process, microstructure and mechanical properties.
3.1. Optimization of bio-beta alloy processing conditions
Optimization of process parameters is the key to obtaining fully dense parts and to extracting most of the mechanical properties that the alloy can provide. This subsection introduces a framework for performing such optimizations.
3.1.1. Process optimization of stable molten pool
Single track is used to isolate the laser parameter combination that produces a stable molten pool. Laser power ranges from 75 to 300W, with different scan speeds (or exposure times). Optical microscopy is then used to determine whether the trajectory is uniform and thus determine stability. Uniform trajectories of molten metal are considered stable, while irregular trajectories with observable globulation and irregular droplets are considered unstable, as shown in Figure 4. Optical microscopy was also used to measure the thickness of the tracks, thereby correlating the laser parameters and energy input to the width of the melt pool. The stability analysis of each trajectory, their thickness, exposure time and enthalpy are plotted in Figure 4. A linear regression was found between melt pool width and enthalpy.
Figure 4: Optical micrograph showing an example of how the melt pool changes as the laser parameters change. Detailed images show the difference between stable and unstable monorails. Graph showing the relationship between single track thickness and laser parameter enthalpy.
As can be seen from Figure 4, stable trajectories can be found at every enthalpy level, so enthalpy alone does not reasonably explain the observed melt pool stability. However, there is a certain correlation between exposure time and stability: when the exposure time is very short (small scattered data points), the cell is unstable, independent of power input. When the exposure time is long, the melt pool is stable, but the thickness of the track increases significantly. The combination of high laser power and long exposure times looks promising, but must be given further consideration. The associated high energies can lead to small pores, higher residual stresses, evaporation and excessive spatter. Therefore, a thin and stable molten pool is ideal.
Isolated parameters are not sufficient to give a stable and thin melt pool. When these trace lines form a solid block (shadow) next to each other, you need to ensure that the material is in a completely dense state. To this end, a cube design experiment with multiple processing parameters is proposed.
3.1.2. Effect of laser parameters on bulk density
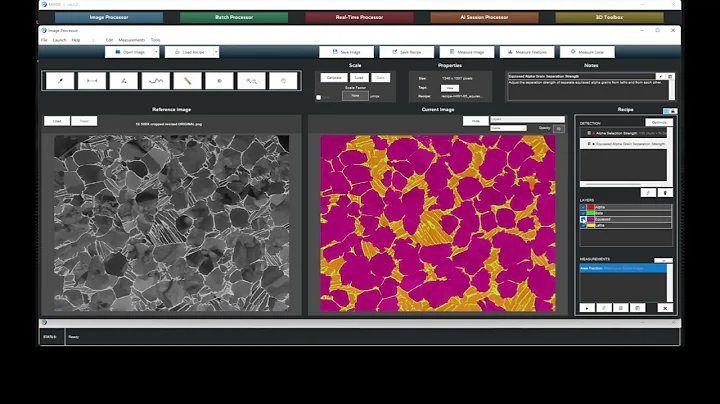
Figure 5 shows the contour plot of the measured porosity of cubes of Ti-6Al-4V (a) and beta low modulus alloy (b), which were used as Function of laser power (x-axis) and exposure time (y-axis) for fixed hatch distance (0.09 mm). The figure shows that both have similar windows (in terms of defects) of processing the material to a fully dense state. The results show that low modulus alloys require slightly higher energy densities to achieve low porosity values. However, it is clear that there is a wide process window within which to operate. The next section will focus on understanding how mechanical properties vary within this operating window.
Figure 5 Contour plots of experimental porosity area fraction as a function of exposure time and laser power for (a) Ti6Al4V and (b) new low melting point alloys.
3.1.3. Effect of laser parameters on tensile properties
In this section, a mechanical analysis is performed to determine and understand the effect of processing conditions on the mechanical properties of β-Ti alloy. To this end, tensile tests were performed on net samples using various combinations of laser settings to determine the optimal parameters.
The mechanical curves of the β-Ti alloy as a function of laser parameters are given in the appendix, and then we extracted the key performance values (i.e. elastic modulus, ultimate tensile strength and fracture strain). An automatic regression model (Gaussian process regression built into the machine learning toolbox of MATLAB) is then used to extract the processing conditions (laser power, exposure time and hatch distance as inputs) and mechanical properties (elastic modulus, stretch as outputs strength and ductility), the model has five-fold cross-validation to avoid overfitting. The result of this operation
is plotted in Figure 6. The shaded area in Figure 6 represents a situation where porosity is expected to be higher than 0.2% based on the results in Figure 5, so the model extrapolation may not be valid.It can be seen that the laser settings (exposure time, laser power and hatch distance) have a strong correlation with the three indicators of interest. The elastic modulus increases with decreasing hatch distance and increasing laser power and exposure time. On the contrary, as the hatch distance increases and the laser power and exposure time decrease, the ductility of the alloy increases. Finally, to increase the strength of the alloy, the hatch distance and exposure time should be increased, and the laser power should be reduced. These relationships between processing parameters and alloy mechanical properties are summarized in Table 1.
Figure 6: Contour plot of measured values of elastic modulus (a-c), ultimate tensile strength (d-f) and fracture strain (g-I) as a function of exposure time and laser power : 0.06 mm (a, d&g) , 0.09mm (b, e&h) and 0.12 mm scanning distance
Based on the chart in Figure 6, the scanning distance of 0.12mm gives a better balance of strength and stiffness than 0.06 and 0.09mm. For a fixed scan distance, different combinations of exposure time and laser power can be chosen to tailor the strength and elastic modulus of the alloy based on mechanical requirements.
3.2. Microstructure engineering of a high-strength ductile β-titanium alloy
Processing conditions in additive manufacturing can significantly affect the mechanical properties of the new alloy. In this section, changes in properties due to processing conditions are related to potential changes in microstructure. For this purpose, materials with different power laser conditions (100, 200 and 300W) were used. First, the influence of laser parameters on the microstructure was studied through EBSD statistical analysis. Then, the mechanical properties under different laser conditions were measured and their relationship to the microstructure was rationalized. Finally, insights extracted from this analysis are used to propose superior microstructures with the best combination of ductility and strength compared to traditional alloys such as Ti-6Al4V.
3.2.1. Effect of processing conditions on grain structure
Figure 7 shows the inverse polar diagrams of the microstructure obtained under as-deposited (top) and stress-relieved (bottom) conditions. The materials fabricated at each laser power exhibited very different grain sizes and growth orientations. The grain size processed at 100W remains the smallest (42 microns) and then increases with the input laser power of 200W and 300W to 92 & 105 microns respectively. This is consistent with previous studies of other alloy systems. On the other hand, Figure 7 shows that the stress relief heat treatment did not induce drastic changes in the grain size or grain distribution. Section 3.3 further analyzes the effect of stress relief heat treatment on the microstructure.
Figure 7: EBSD images of microstructure characterized by three different laser parameters. (a–f): IPF-X-ray scans of as-built microstructures machined in both directions using 100–300 W conditions. (g–l): IPF-X-ray scans of stress-relieved microstructures processed in both directions using 100–300W conditions
It was also noted that the grain structure at 200 and 300W exhibits a distinct sandwich structure , with alternating layers of fine and coarse grains. This is further confirmed by the particle size distribution analysis shown in Figure 8. Compared with the unimodal distribution of 100W, the grain structure 4 of 300W shows a bimodal distribution. This bimodal structure has been observed in other alloys created by additive manufacturing and is associated with laser paths generated by solidification conditions at high energy densities. These laser conditions contain some overly large particles, suggesting that their local properties may undergo some degree of scattering.
Next, the impact of these microstructural changes on the mechanical properties is described.
To be continued, Yangtze River Delta Laser Alliance warmly welcomes your continued attention!
Article source: Alloys-by-design: A low-modulus titanium alloy for additively manufactured biomedical implants, Acta Materialia, Volume 229, 1 May 2022, 117749, https://doi.org/10.1016/j.actamat.2022.117749



![Is there a better alternative for Ti-6Al-4V in titanium 3D printing? [VIDEO ABSTRACT] - DayDayNews](https://i.ytimg.com/vi/NkcLMC_awNE/hq720.jpg?sqp=-oaymwEcCNAFEJQDSFXyq4qpAw4IARUAAIhCGAFwAcABBg==&rs=AOn4CLCOHV4GUF6oA_2aFXkuOh3y6SVi1w)







![Rethinking Physics Informed Neural Networks [NeurIPS'21] - DayDayNews](https://i.ytimg.com/vi/qYmkUXH7TCY/hq720.jpg?sqp=-oaymwEcCNAFEJQDSFXyq4qpAw4IARUAAIhCGAFwAcABBg==&rs=AOn4CLDq7F6iLHKhjmAFymJhtlcYwaXiMw)
![AI/ML+Physics Part 1: Choosing what to model [Physics Informed Machine Learning] - DayDayNews](https://i.ytimg.com/vi/ARMk955pGbg/hq720.jpg?sqp=-oaymwEcCNAFEJQDSFXyq4qpAw4IARUAAIhCGAFwAcABBg==&rs=AOn4CLBMVhxazCgh0pAm1KCjDm3G5IBQXw)



